27. Juni 2016 CAM
Messzyklen erweitern ihren Einsatzbereich erheblich und erlauben erhöhte Genauigkeit im CAM-Prozess. Lesen sie hier wie sie Messzyklen in der hyperMILL Umgebung nutzen können.
 Genauigkeit spielt in der Verarbeitung der zerspanenden Industrie eine immer größere Rolle. Auf der einen Seite berechnen CAM-Systeme hochgenaue Daten und auf der anderen Seite setzen Maschinen diese um. Verschiedene Messfunktionen auf Seiten der Maschine helfen bei der Beurteilung des erzielten Bearbeitungsergebnisses.
Genauigkeit spielt in der Verarbeitung der zerspanenden Industrie eine immer größere Rolle. Auf der einen Seite berechnen CAM-Systeme hochgenaue Daten und auf der anderen Seite setzen Maschinen diese um. Verschiedene Messfunktionen auf Seiten der Maschine helfen bei der Beurteilung des erzielten Bearbeitungsergebnisses.
Die Ergebnisse des Messprozesses werden jedoch in der Regel nicht automatisch verarbeitet, was zu einem erhöhten Zeitaufwand führt. Der Maschinenbediener muss nach dem Messen selbst beurteilen, ob das Bauteil partiell nochmal bearbeitet werden muss, um die Maßhaltigkeit zu gewährleisten.
Diese Bearbeitungsmethode ist jedoch einseitig, da das Messergebnis kein direkten Einfluss auf die Bearbeitung hat. Dies kann jedoch durch Verknüpfung von Maschinenfunktionen bereits bei der Programmierung im CAM-System hyperMILL kompensiert werden. hyperMILL nutzt dazu unter anderem die Messzyklen des Steuerungsherstellers Heidenhain und verknüpft diese intelligent in den Arbeitsprozess. Die Ergebnisse welche durch das Mess-System der Steuerung an der Maschine bereitgestellt werden, können den Nullpunkt definieren, oder auch zur erneuten optimierten Berechnung der Bearbeitung genutzt werden.
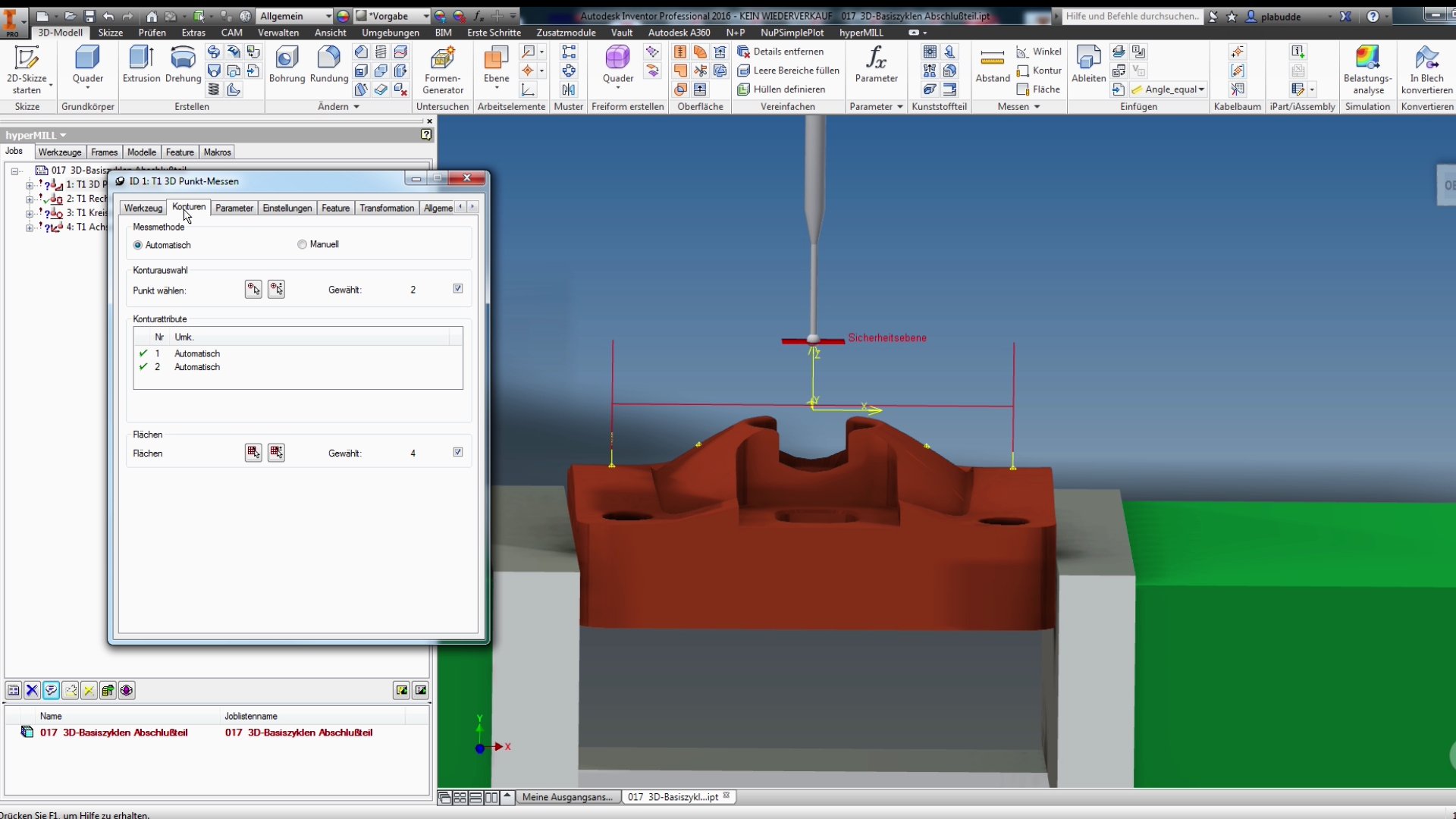 Die Programmierung in hyperMILL ist dabei wie gewohnt unkompliziert. Die Anwahl des benötigten Zyklus, welcher die Verfahrensweise des Messzyklus festlegt, und die Angabe der zu messenden Punkte und deren Parameter reichen aus um die Funktionalität zu nutzen.
Die Programmierung in hyperMILL ist dabei wie gewohnt unkompliziert. Die Anwahl des benötigten Zyklus, welcher die Verfahrensweise des Messzyklus festlegt, und die Angabe der zu messenden Punkte und deren Parameter reichen aus um die Funktionalität zu nutzen.
Der Mehrwert besteht nicht nur in einer höheren Genauigkeit, da Abweichungen von der Geometrie z.B. auch über eine 3D Radiuskorrektur verrechnet werden können, sondern auch durch einen wesentlich höheren Automatisierungsgrad, durch z.B. die automatisierte Nullpunktvermessung.
Ein an diese Funktionalität angepasster Postprozessor setzt die zuvor programmierten Messpunkte in den entsprechenden Maschinenzyklus um. So kann der Bearbeitungsprozess homogen mit Messfunktionalität aufgefüllt werden.
Mehr Informationen: http://www.nupis.de/de/fertigung
Die neueste Version der CAM-Software hyperMILL® wurde für das Jahr 2023 veröffentlicht. Wir zeigen Ihnen im folgenden Beitrag bereits die wichtigsten Neuerungen und Funktionserweiterungen.
In der heutigen Zeit wird es immer wichtiger, seine Fertigung effizient zu gestalten und die Kosten im Blick zu haben. Die Gründe sind allseits bekannt – Personalmangel und Termin- bzw. Kostendruck. Daher gewinnen Dreh-Fräsmaschinen in der Fertigung immer mehr an Bedeutung.
Die neueste Version 2022.2 der CAM-Software hyperMILL ® wurde veröffentlicht. In unserem Beitrag erläutern wir Ihnen die wichtigsten Neuerungen und Funktionserweiterungen.
Schreibe einen Kommentar