Die Übersetzung in das passende Format der Maschinensteuerung ist die Aufgabe von Postprozessoren. Daher möchte ich in diesem Beitrag die hyperMILL Postprozessoren einmal näher beleuchten.
Postprozessoren: Wichtige Bausteine im Programmierprozess
Die Vielfalt von Maschinen und Steuerungen
Es gibt weltweit eine sehr große Vielfalt von Fertigungsmaschinen. Diese Maschinen bringen eine unterschiedliche Anzahl an Linear- oder sogar Rotationsachsen mit. Sie haben völlig verschiedene Kinematiken, unterschiedliche Achslagen im Raum, verschiedene Drehrichtungen an den Achsen und eine vielfältige Ausstattung (Kühlmittel, Automatisierungstechnik etc.), sowie letztendlich unterschiedlichste Steuerungen.

Hermle C400

DMG Gildemeister sl 603 Universal-Drehmaschine

Portal Fräsmaschine
Maschinensteuerungen und ihre Besonderheiten
Die Syntax der Ausgabe von CNC-Code für Fräsmaschinen ist maßgeblich geprägt von der Steuerung der Maschine. Dort gibt es erhebliche Unterschiede in der Schreibweise und in der Reihenfolge von verschiedenen Abläufen. Besonders die Ausgabe von eigenen Steuerungszyklen (z. B. Bohrzyklen, Taschenfräsen etc.) ist sehr unterschiedlich und muss vom Postprozessor penibel genau geschrieben werden.

Heidenhain Steuerung

Winmax Steuerung

Siemens 840sl-Steuerung
Bohrzyklen
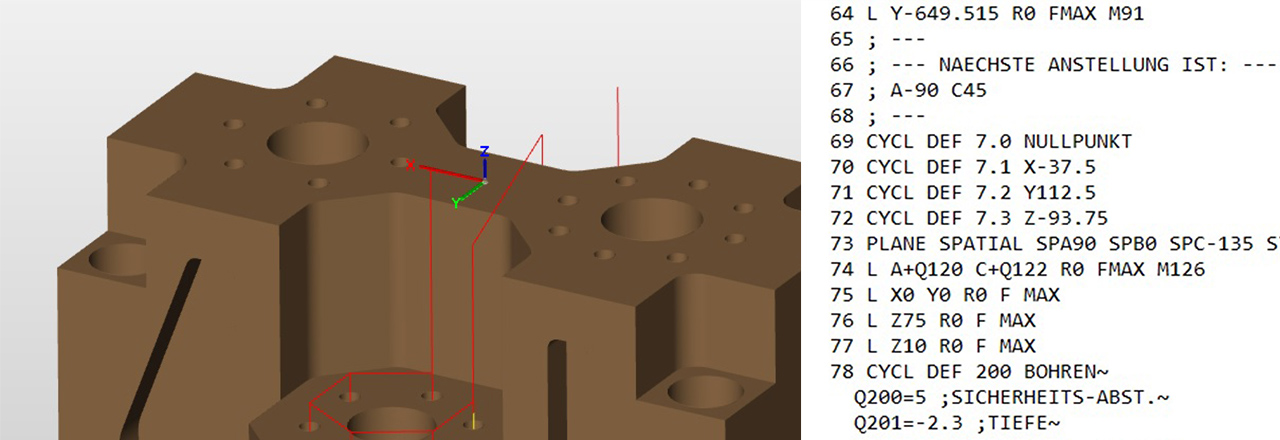
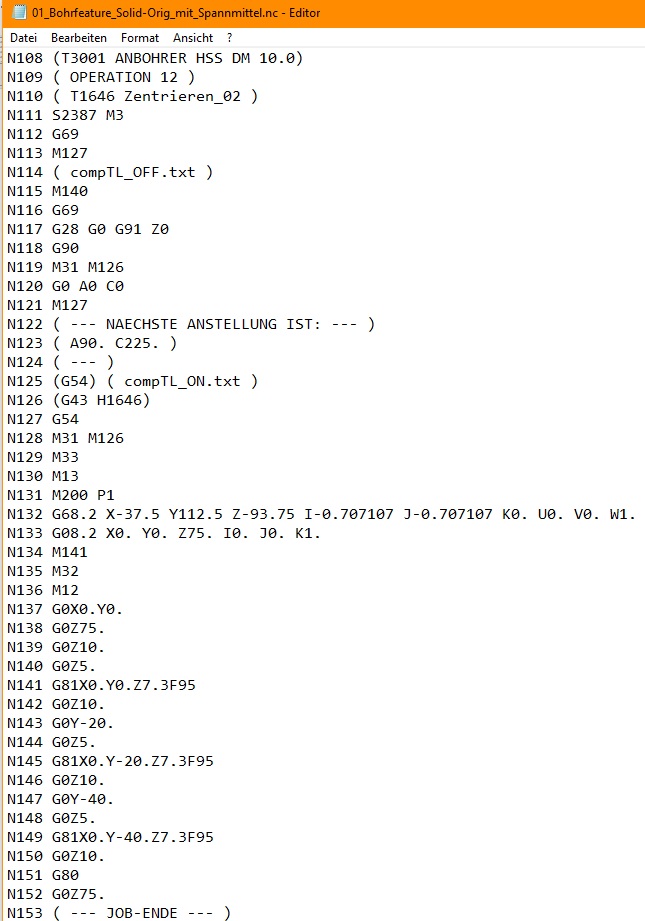
Zur Verdeutlichung habe ich in hyperMILL einmal ein kleines Beispiel erstellt. Es werden einige Bohrungen von „oben“ und einige aus verschiedenen Anstellungen zentriert. Eine dieser Anstellungen habe ich mal im NC-Code ausgeschnitten, um die verschiedenen Ausgaben für drei verschiedene Steuerungen zeigen zu können.
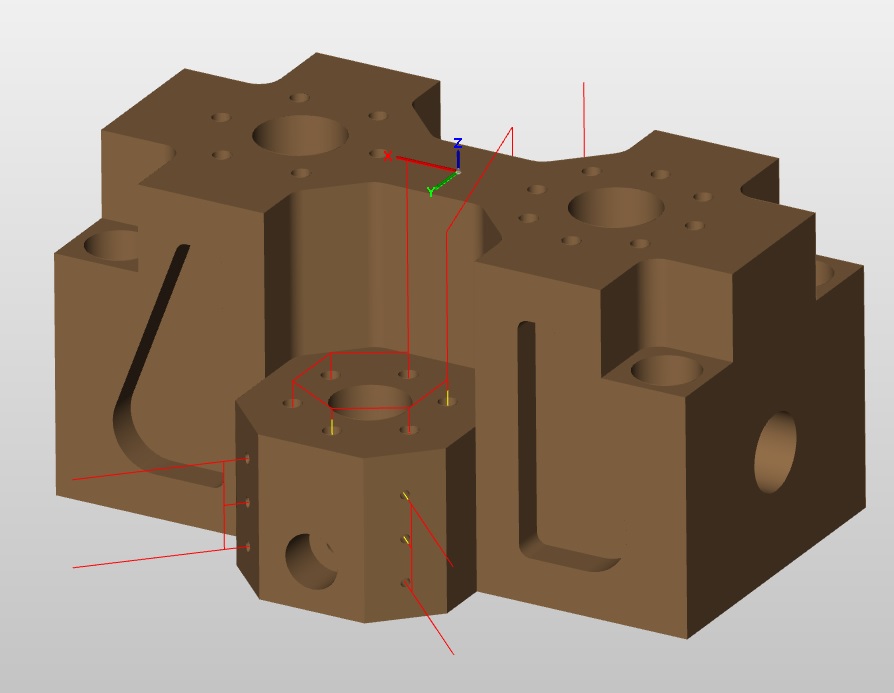
CAM-Beispiel
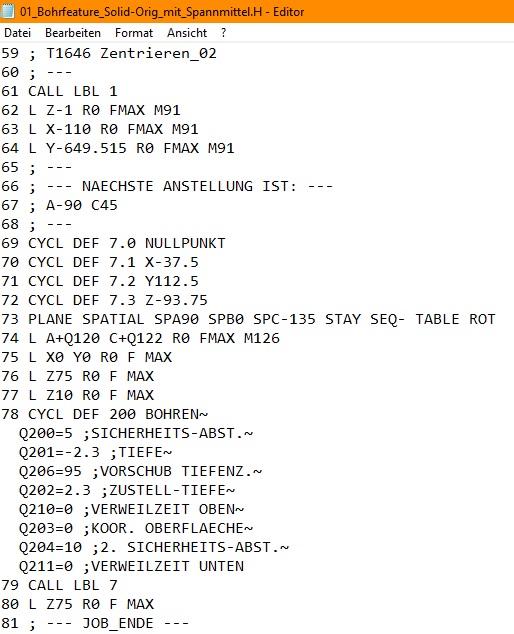
Heidenhain Code
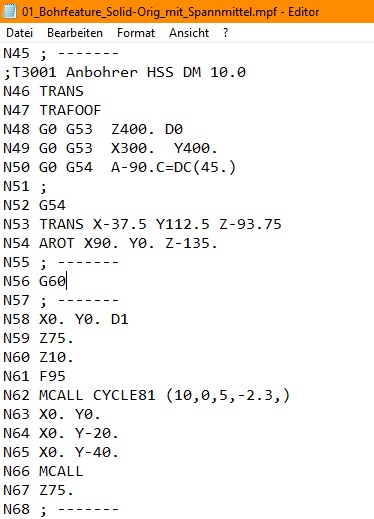
Siemens Sinumerik Code
Winmax Code
Erstellung der Postprozessoren und ihre Konfiguration
Die Postprozessoren für hyperMILL werden direkt und zentral vom Hersteller Open Mind entwickelt. Das geschieht nach einer Bestellung mit einem Maschinenformular, in welchem die oben beschriebenen Unterschiede und Besonderheiten der jeweiligen Maschine konkret beschrieben werden können. Danach wird dieser Postprozessor entwickelt und versandt. Es existiert eine Vielzahl von Konfigurationsmöglichkeiten, die man außerhalb vom Quellcode, also ohne Entwicklerkenntnisse selbst ändern kann.

Auszug aus Anforderungsformular

Auszug aus Anforderungsformular
Anpassung des Postprozessors an die Maschine vor Ort
Nachdem der Postprozessor geliefert wurde, muss er noch in Details an die Maschine / Steuerung angepasst werden.
Also zum Beispiel:
- Welches Kühlmittel soll wann geschaltet werden?
- Wo liegen die gewünschten Freifahrpositionen?
- Welcher konkrete Zyklus soll bei den einzelnen hyperMILL Bohr-Jobs ausgegeben werden?
- Über welchen Schwenkzyklus verfügt die Steuerung und weitere Details?
Diese Dinge und noch viele mehr können in der offenen Konfiguration des Postprozessors im Rahmen von konkreten Vorgaben angepasst werden. Damit man das als Anwender nicht alleine durchführen muss, bieten wir als N+P CAM-Team dabei natürlich Unterstützung vor Ort an. Wir arbeiten dabei nach Checklisten und anhand vorbereiteter Beispielprogramme.
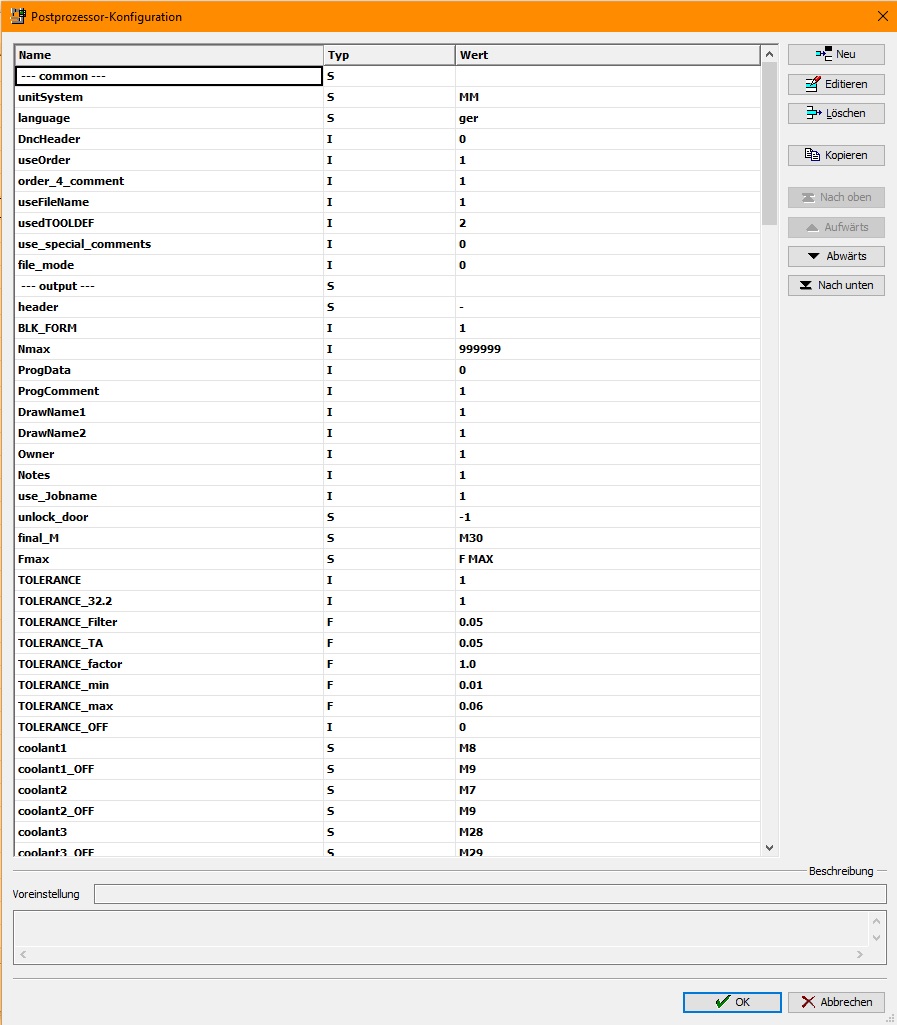
Konfigurationsbeispiel
Postprozessoren: Optionen
Auch bei Postprozessoren gibt es verschiedene Ausbaustufen und Optionen. Zum einen bestimmen die Anzahl der vorhandenen Rotationsachsen und die benötigte Fertigungsart, wie zum Beispiel Fräsen, Drehen oder Fräsdrehen die Ausbaustufe eines Postprozessors. Zum anderen gibt es optionale Möglichkeiten, wie die Ausgabe von Nullpunkttabellen oder Messzyklen. Hier bestimmen die jeweiligen Fertigungsanforderungen die NC-Code-Ausgabe.
Fazit
Postprozessoren gehören zu den wichtigsten Bausteinen im CAM-Prozess, denn sie bestimmen die Ausgabe der erzeugten Fertigungsstrategie an die Fräsmaschine. Die CAM-Software hyperMILL verfügt über eine vielfältige Postprozessorauswahl, um zuverlässig und sicher Ihren NC-Code erzeugen zu können. Dabei sind sie vom Anwender bzw. dem N+P-Fachmann weitgehend konfigurierbar, um die an der Maschine vorhandenen Bedingungen optimal unterstützen zu können.


